

近年、アウトドア活動の人気に伴い、消費者の間では防水・防滴機能を備えた繊維製品の需要が大幅に増加しています。現在主流の工程は、コーティングやフィルム加工により防水・防滴性能を実現することですが、工程が複雑で加工フローが長いなどの欠点があります。高密度織物にフッ素フリーの防水加工を施すことで、高い耐静水圧性を実現でき、工程が短く、工程が簡単で、低コストという利点があります。耐静水圧性能はコーティングやラミネート工法ほど優れていませんが、工程最適化後、耐静水圧は5200Pa以上に達し、ある程度の通気性も備えており、手術着、突撃服、登山服、テント生地などの特殊な機能性織物に適しています。
本研究では、フッ素フリー防水剤として蘇州楽曼高分子科技有限公司を選択し、高温焼成法を用いて高密度純綿織物に防水処理を施しました。組織の規格、焼成温度、焼成時間などの要因が純綿織物の静水圧耐性に及ぼす影響を探求し、最終的に大量生産に適した包括的なソリューションを構築しました。
1、試験材料
生地:純綿生地(29.2 tex x 29.2 tex、472 x 315、平織り、単位面積質量 220 g/m2)。
試薬:フッ素フリー防水剤
機器: 連続成形乾燥機、熱風焼成機(ドイツMenfuji)、DHG-9140A電気送風乾燥炉、SDLATLAS Vortex M6洗濯機、YB813布地水分計、YG461E静水圧デジタル通気性計。
2、プロセスフロー
冷間圧延バッチ→焼鈍→シルケット加工→染色→防水加工→焼成。
3、結果テスト方法の紹介
防水性:AATCC 22-2010「撥水性:スプレー試験」に準拠して測定します。サンプルを3枚(17.78cm×17.78cm)に切り取り、標準大気圧下に4時間置きます。試験機の漏斗に(27±1)℃の蒸留水250mLを注入し、サンプルの前面にスプレーします。前面の濡れまたは斑点模様と評価画像を比較して評価し、各試験サンプルの評価結果を記録します。
洗濯性:家庭洗濯はGB/T 8629-2017「家庭用繊維製品の洗濯及び乾燥試験手順」に準拠して実施する。標準洗剤(AATCC 1993)1g/Lを1:30の浴比で用いた溶液を調製する。40℃で8分間洗浄した後、溶液を脱水し、1回の洗濯とする。洗濯プログラム終了後、100℃のオーブンで乾燥させる。
工業用洗浄工程は、予洗い(純水50L、洗浄3分、水温50℃)→本洗い(純水80L、洗浄15分、水温60℃、酸素系漂白剤300g、洗濯洗剤400g)→すすぎ(純水50L、洗浄5分)→中和洗浄(純水50L、中和酸200g)→清水洗い(純水50L、洗浄5分)。
耐静水圧性:AATCC 127-2018「静水圧試験」に準拠して測定。200mm×200mmの折り畳みのない汚染されていないサンプルを3つ切り取り、標準大気圧下に4時間置きます。サンプルに接する水の温度を(21±2)℃に制御し、クランプ面を乾燥させ、試験面を水面に向けます。クランプ後、モーターを始動します。サンプルの3箇所に浸水があった場合、この時の静水圧を記録し、これを3回繰り返し、平均値をとってサンプルの静水圧耐性を求めます。
4、防水加工が防水効果に与える影響
ワンステップ延伸焼成法とツーステップ延伸焼成法が防水効果に及ぼす影響を実験的に探究した。ワンステップ法では、延伸成形機を使用する。生地を圧延した後、成形機の乾燥室に入り、乾燥と焼成の工程を併せて行うことで生産効率が高く、ほとんどの防水加工に適している。ツーステップ延伸焼成法では、延伸成形機で圧延材を乾燥させた後、焼成する。この工程は安定性が高い。ワンステップ延伸焼成工程:延伸機含浸圧延剤、フッ素フリー防水剤80g/L、温度170℃、時間3.5分。ツーステップ延伸焼成工程:延伸機浸漬圧延剤(フッ素フリー防水剤80g/L、乾燥温度120℃、乾燥時間60秒)→焼成(温度170℃、時間3分)。異なる防水プロセスを使用した純綿織物の防水処理の結果を表 1 に示します。
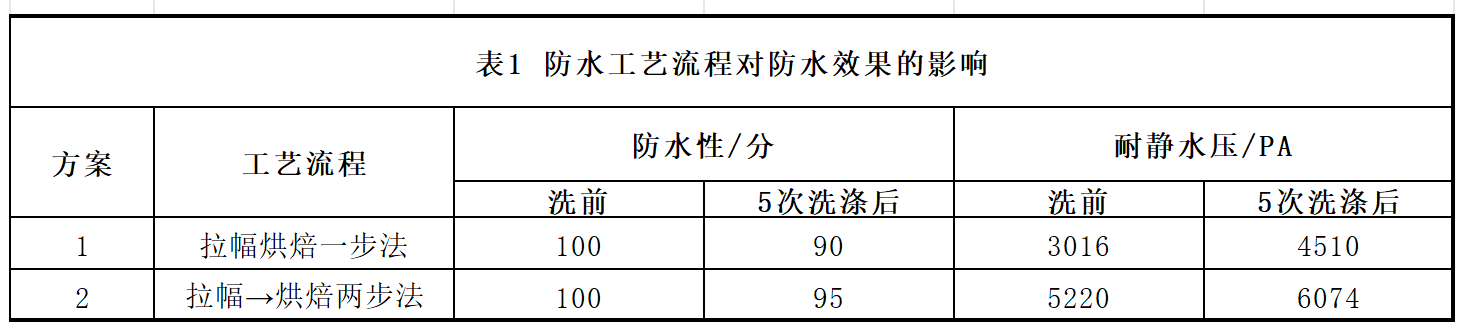
表1から、1段階延伸焼成法の防水性能は2段階延伸焼成法と大きな差はないが、静水圧耐性能は2段階延伸焼成法よりも大幅に低いことが分かる。これは、1段階の直接高温焼成法では、車速を低下させ、作動液の浸透時間を延長しても、作動液が依然として布地に十分に浸透できず、フッ素フリー防水剤が布地の表面で架橋し、布地の静水圧耐性能に影響を与えるためである。したがって、純綿高耐静水圧布地を加工する際には、2段階延伸焼成法を採用すると判断した。
5、異なる生地組織仕様が防水効果に与える影響
高耐静水圧織物は一般に外着用や機能用途に用いられるため、織物の単位面積当たりの質量は(200±20)g/m2に制限される。規格は、純綿29.2tex×純綿29.2tex、472×315とし、意匠組織は平織り、2/1綾織り、緯糸目付けは平織り、方織りとする。延伸と焼成の2段階加工プロセスを採用し、防水加工液はフッ素フリー防水剤80g/Lを使用し、2回の浸漬と2回のローリングを行い、ローリング残留率は65%とする。120℃で乾燥させた後、170℃で3分間焼成する。異なる生地構造が防水性能に与える影響を表2に示す。
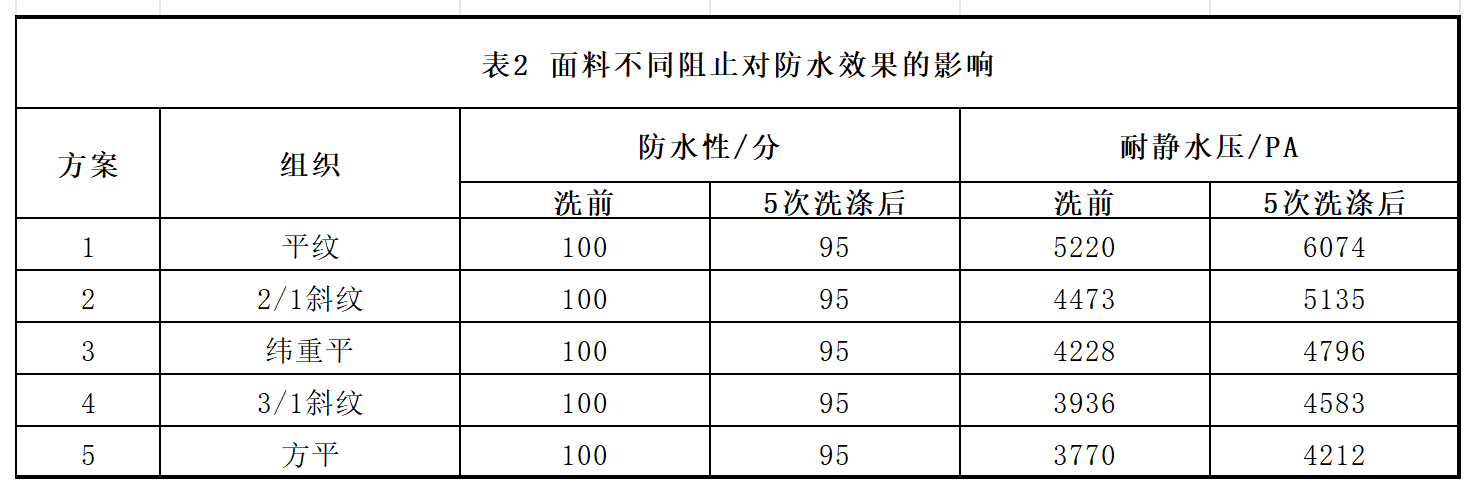
表2から、生地の糸番手と経糸/緯糸の密度が同じ場合、組織パターンを変更するだけで、生地の防水性と静水圧に対する耐性が大幅に変化することがわかります。性能が優れている順に、平織り、2/1ツイル、緯糸重量平織り、3/1ツイル、角織りです。平織りの生地は5200Paの静水圧耐性を実現できますが、他の生地は5200Paに達していません。これは、生地の構造が静水圧耐性に与える影響が非常に明白であることを示しています。平織りの生地は、織り合わせ点が最も多く、気孔が少ないため、最も優れた静水圧耐性を備えています。組織仕様と生地の静水圧耐性の関係をさらに調査するために、糸番手と組織はそのままで、経糸と緯糸の密度を変更しました。生地の防水性と静水圧耐性を別々にテストし、結果を表3に示します。
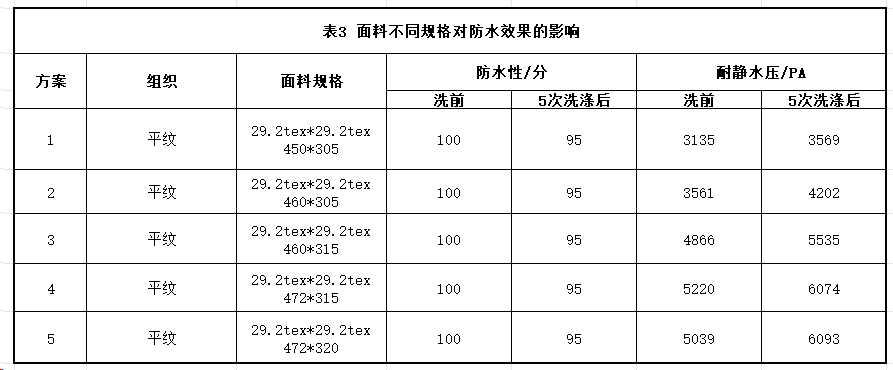
表3から、29.2テックス×29.2テックスの平織り構造では、組織密度が高くなるにつれて、織物の静水圧に対する耐性もそれに応じて増加することがわかります。密度が472×315に達すると、静水圧に対する耐性は520Paを超えます。これによると、織物の密度が高くなると、織りの難易度は直線的に増加しますが、静水圧に対する耐性の向上は顕著ではありません。総合的に検討した結果、最終的に、純綿29.2テックス×純綿29.2テックスと472×315の平織り織物が、この高静水圧耐水織物の標準仕様として選択されました。
6、焼成温度と時間が防水効果に与える影響
焼成時間と焼成温度は防水効果に重要な影響を与える。延伸→焼成の二段階加工技術を採用し、延伸機浸漬・圧延剤、フッ素フリー防水剤80g/L、乾燥温度120℃、乾燥時間60秒とした。焼成温度と時間が防水性と静水圧耐性に及ぼす影響を検討し、結果を表4に示す。
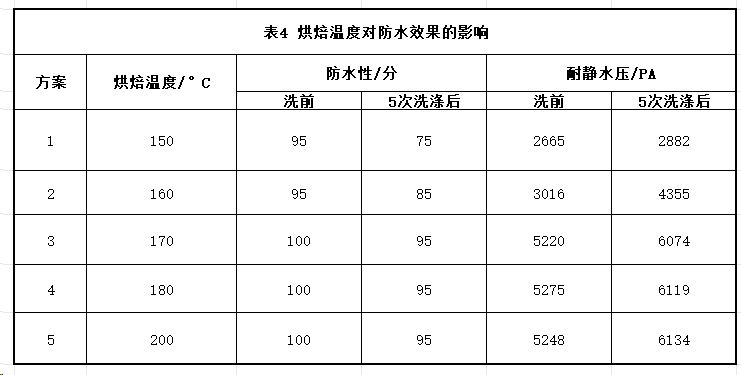
表4から、焼成温度の上昇に伴い、生地の静水圧耐性と防水性も向上することが分かる。これは、焼成中、温度が高いほど繊維表面の疎水基の配列が規則的になるためである。また、高温条件は架橋剤によるイソシアネート基の放出を促し、イソシアネートと疎水基および-OH間の架橋度を向上させ、静水圧耐性を高めている。焼成温度が170℃の場合、温度をさらに上昇させても静水圧耐性と防水性の向上には限界があるため、焼成温度は170℃と決定した。以上の実験に基づき、焼成温度を170℃とし、焼成時間が防水性と静水圧耐性に及ぼす影響について検討した。結果を表5に示します。
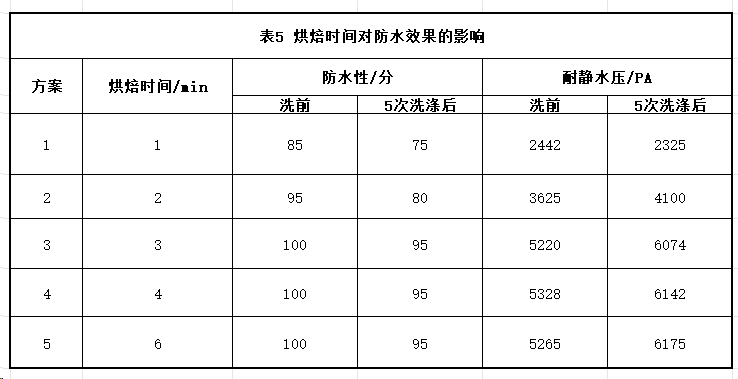
表5から、焼成時間が長くなるにつれて、防水性能が継続的に向上していることがわかります。これは、焼成時間が長くなるにつれて、繊維表面のイソシアネート基と疎水基との架橋がより完全になるためです。また、長時間の焼成は、繊維表面の疎水基の秩序ある配列にも十分な時間を与えます。焼成時間が3分のとき、防水性能は100点に達し、耐静水圧は5200Pa以上に達します。時間を延長し続けると、防水性と耐静水圧性の向上には限界があります。そのため、焼成時間は3分と決定しました。
7、結論
(1)防水加工液の配合について研究を行い、十分な焼成後、純綿織物は5200Paまでの静水圧に耐え、優れた耐洗濯性を有しています。家庭洗濯条件下で30回水洗いした後でも、優れた耐静水圧性と防水性を維持しています。
(2)延伸→焼成工程は、延伸機浸漬圧延添加剤(フッ素フリー防水剤80g/L、乾燥温度120℃、乾燥時間60秒)→焼成(温度170℃、時間3分)。
投稿日時: 2024年6月26日