

En los últimos años, con la popularidad de las actividades al aire libre, la demanda de textiles impermeables y resistentes a las salpicaduras ha aumentado considerablemente entre los consumidores. El proceso predominante actual consiste en lograr la impermeabilidad y la resistencia a las salpicaduras mediante recubrimientos o acabados con película, pero presenta inconvenientes como la complejidad y la larga duración del proceso. El acabado impermeable sin flúor en tejidos de alta densidad permite obtener una alta resistencia a la presión estática del agua, con un proceso corto y sencillo, y la ventaja de un bajo coste. Si bien la resistencia a la presión estática del agua no es tan buena como la de los métodos de recubrimiento o laminación, tras la optimización del proceso, puede alcanzar los 5200 Pa o más, y posee cierto grado de transpirabilidad, lo que lo hace adecuado para tejidos funcionales especiales como batas quirúrgicas, trajes de asalto, ropa de montaña y tejidos para tiendas de campaña.
En este estudio se seleccionó a Suzhou Leman Polymer Technology Co., Ltd. como agente impermeabilizante libre de flúor y se empleó un método de horneado a alta temperatura para aplicar un tratamiento impermeabilizante a tejidos de algodón puro de alta densidad. Se exploraron los efectos de factores como las especificaciones del tejido, la temperatura y el tiempo de horneado sobre la resistencia a la presión estática del agua en los tejidos de algodón puro, ¡y finalmente se desarrolló una solución integral apta para la producción a gran escala!
1. Materiales de prueba
Tejido: Tejido de algodón puro (29,2 tex x 29,2 tex, 472 x 315, tejido liso, masa por unidad de área 220 g/m2);
Reactivo: Agente impermeabilizante sin flúor
Instrumentos: Secadora de moldeo continuo, máquina de secado por aire caliente (Menfuji alemana), horno de secado eléctrico DHG-9140A, lavadora SDLATLAS Vortex M6, medidor de humedad de tejidos YB813, medidor digital de transpirabilidad de presión de agua estática YG461E.
2. Flujo del proceso
Laminado en frío → recocido → mercerización → teñido → impermeabilización → horneado.
3. Introducción a los métodos de prueba de resultados
Impermeabilidad: medida según la norma AATCC 22-2010 “Repelencia al agua: prueba de pulverización”. Corte 3 piezas (17,78 cm x 17,78 cm) de las muestras y colóquelas a presión atmosférica estándar durante 4 horas. Inyecte 250 ml de agua destilada a (27 ± 1) °C en el embudo del probador y rocíe la parte frontal de las muestras. Compare los patrones de humectación o manchas en la parte frontal con la imagen de clasificación y registre los resultados de la clasificación de cada muestra.
Lavabilidad: El lavado doméstico se realiza de acuerdo con la norma GB/T 8629-2017 «Procedimientos de lavado y secado doméstico para el ensayo de textiles». Se prepara una solución con 1 g/L de detergente estándar (AATCC 1993), con una proporción de baño de 1:30. Tras lavar a 40 °C durante 8 minutos, la solución se deshidrata, obteniendo así un ciclo de lavado. Una vez finalizado el programa de lavado, se seca en un horno a 100 °C.
El proceso de lavado industrial es el siguiente: prelavado (50 L de agua pura, lavar durante 3 minutos, temperatura del agua 50 ℃) → lavado principal (80 L de agua pura, lavar durante 15 minutos, temperatura del agua 60 ℃, 300 g de blanqueador de oxígeno, 400 g de detergente para ropa) → enjuague (50 L de agua pura, lavar durante 5 minutos) → lavado de neutralización (50 L de agua pura, 200 g de ácido neutralizante) → lavado con agua limpia (50 L de agua pura, lavar durante 5 minutos).
Resistencia a la presión hidrostática: medida de acuerdo con la norma AATCC 127-2018 “Prueba de presión hidrostática”. Corte tres muestras de 200 mm x 200 mm sin doblar y contaminadas, y colóquelas a presión atmosférica estándar durante 4 horas. Controle la temperatura del agua en contacto con la muestra a (21 ± 2) ℃, seque la superficie de sujeción y coloque la superficie de prueba frente a la superficie del agua. Después de sujetar la muestra, encienda el motor. Cuando haya infiltración en tres puntos de la muestra, registre la presión estática del agua en ese momento, repita el procedimiento tres veces y tome el valor promedio para obtener la resistencia a la presión estática del agua de la muestra.
4. Influencia del proceso de impermeabilización en el efecto de impermeabilización.
Exploración experimental de la influencia del método de estiramiento y horneado en una etapa y en dos etapas sobre el efecto de impermeabilización. En el método de una etapa, se utiliza una máquina de estiramiento y conformado. Después de enrollar la tela, esta entra en la cámara de secado de la máquina de conformado, donde los procesos de secado y horneado se llevan a cabo simultáneamente para lograr una alta eficiencia de producción, adecuada para la mayoría de los acabados impermeables. El método de dos etapas de estiramiento y horneado utiliza una máquina de estiramiento y conformado para secar el material enrollado, seguido del horneado. Este proceso ofrece una alta estabilidad. Proceso de una etapa de estiramiento y horneado: impregnación de la máquina de estiramiento y agente de laminado, 80 g/L de agente impermeabilizante sin flúor, temperatura de 170 ℃, tiempo de 3,5 minutos. Proceso de dos etapas de estiramiento y horneado: aditivo de laminado por inmersión de la máquina de estiramiento (80 g/L de agente impermeabilizante sin flúor, temperatura de secado de 120 ℃, tiempo de secado de 60 segundos) → horneado (temperatura de 170 ℃, tiempo de 3 minutos). En la Tabla 1 se muestran los resultados del tratamiento de impermeabilización en tejido de algodón puro utilizando diferentes procesos de impermeabilización.
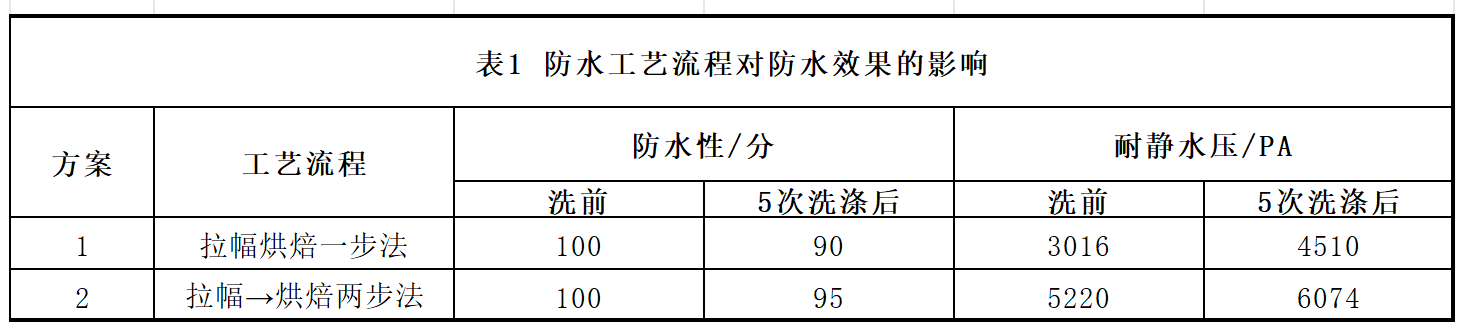
En la Tabla 1 se observa que el rendimiento de impermeabilidad del método de estiramiento y horneado en una sola etapa no difiere significativamente del del método de estiramiento y horneado en dos etapas, pero su resistencia a la presión estática es significativamente menor. Esto se debe a que, en el método de horneado directo a alta temperatura en una sola etapa, incluso reduciendo la velocidad del vehículo y prolongando el tiempo de penetración del fluido de trabajo, este no penetra completamente en el tejido, y el agente impermeabilizante sin flúor se reticula en la superficie, afectando su resistencia a la presión estática. Por lo tanto, se decidió utilizar el método de estiramiento y horneado en dos etapas para obtener un tejido de algodón puro con alta resistencia a la presión estática.
5. Influencia de las diferentes especificaciones de organización del tejido en el efecto de impermeabilización.
Considerando que los tejidos de alta resistencia a la presión estática del agua se utilizan generalmente para prendas exteriores y fines funcionales, la masa por unidad de área del tejido se limita a (200 ± 20) g/m2. Las especificaciones seleccionadas son algodón puro 29,2 tex x algodón puro 29,2 tex, 472 x 315, y la organización del diseño es lisa, sarga 2/1, peso de trama plano y cuadrado. Adoptando un proceso de procesamiento de dos pasos de estiramiento y horneado, el fluido de trabajo impermeable es 80 g/L de agente impermeable sin flúor, con dos inmersiones y dos laminados, y una tasa residual de laminado del 65%; Secado a 120 ℃ y luego horneado a 170 ℃ durante 3 minutos. La influencia de diferentes estructuras de tejido en el rendimiento impermeable se muestra en la Tabla 2.
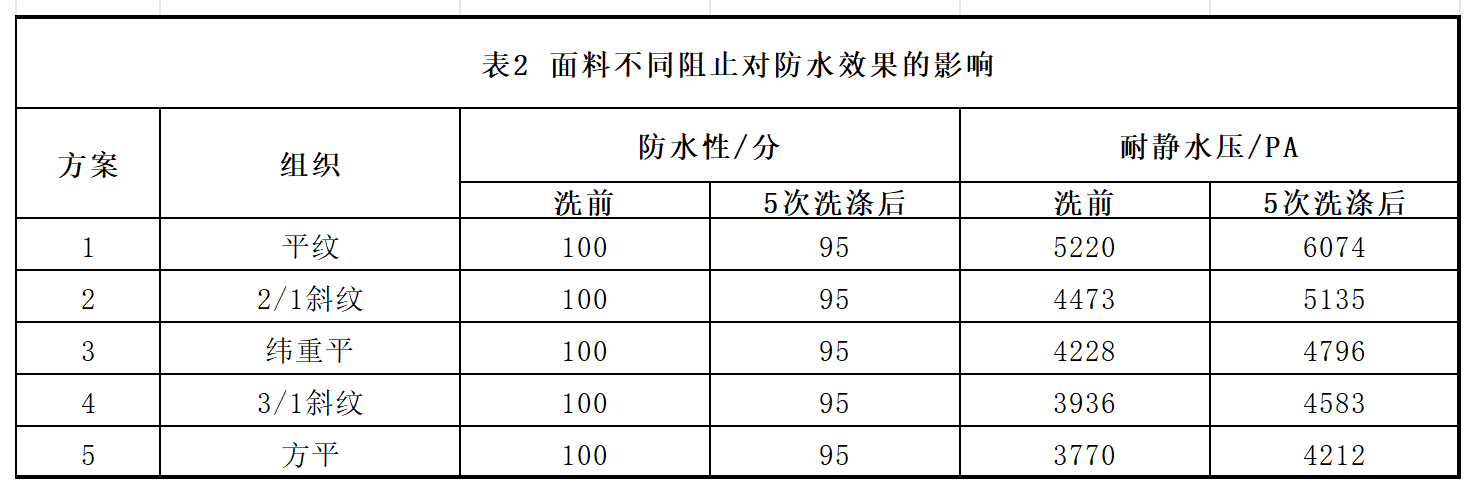
En la Tabla 2 se observa que, al mantener sin cambios el título del hilo y la densidad de urdimbre/trama, solo la modificación del patrón organizativo produce cambios significativos en la impermeabilidad y la resistencia a la presión estática del tejido. El orden descendente de rendimiento es el siguiente: tejido liso, sarga 2/1, trama plana, sarga 3/1 y tejido cuadrado. El tejido liso alcanza una resistencia a la presión estática de 5200 Pa, mientras que los demás tejidos no la alcanzan. Esto indica la clara influencia de la estructura del tejido en la resistencia a la presión estática. El tejido liso presenta la mejor resistencia a la presión estática debido a su mayor número de puntos de entretejido y menor cantidad de poros. Para investigar más a fondo la relación entre las especificaciones organizativas y la resistencia del tejido a la presión estática, se modificó la densidad de urdimbre y trama, manteniendo el título del hilo y la organización sin cambios. Se evaluó por separado la impermeabilidad y la resistencia a la presión estática del tejido, cuyos resultados se muestran en la Tabla 3.
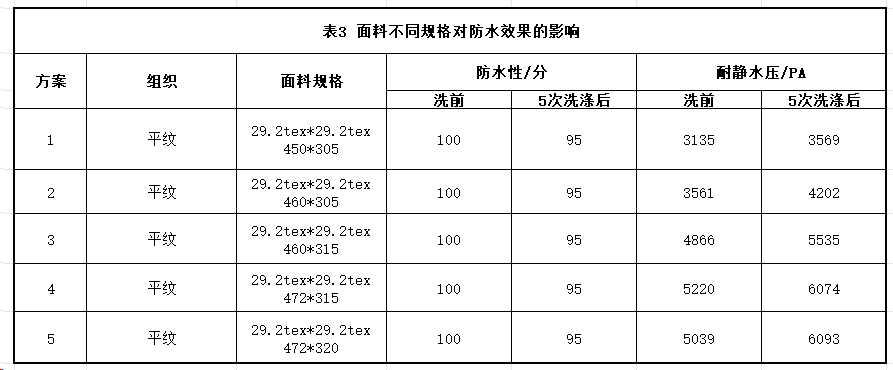
En la Tabla 3 se observa que, para una estructura de tejido liso de 29,2 tex x 29,2 tex, a medida que aumenta la densidad del tejido, su resistencia a la presión estática también aumenta. Cuando la densidad alcanza los 472 x 315, la resistencia a la presión estática supera los 520 Pa. En consecuencia, el aumento de la densidad del tejido conlleva un incremento lineal en la dificultad de tejido, mientras que la mejora en la resistencia a la presión estática no es significativa. Tras un análisis exhaustivo, se seleccionaron como especificaciones estándar para este tejido de alta resistencia a la presión hidrostática los tejidos de tejido liso de algodón puro de 29,2 tex x 29,2 tex y 472 x 315.
6. Influencia de la temperatura y el tiempo de horneado en el efecto impermeabilizante.
El tiempo y la temperatura de horneado influyen significativamente en el efecto impermeabilizante. Se empleó una tecnología de procesamiento en dos etapas: estiramiento y horneado, utilizando una máquina de estiramiento con agente de inmersión y laminado, un agente impermeabilizante sin flúor de 80 g/L, una temperatura de secado de 120 °C y un tiempo de secado de 60 segundos. Se estudió la influencia de la temperatura y el tiempo de horneado en la impermeabilización y la resistencia a la presión estática del agua, y los resultados se muestran en la Tabla 4.
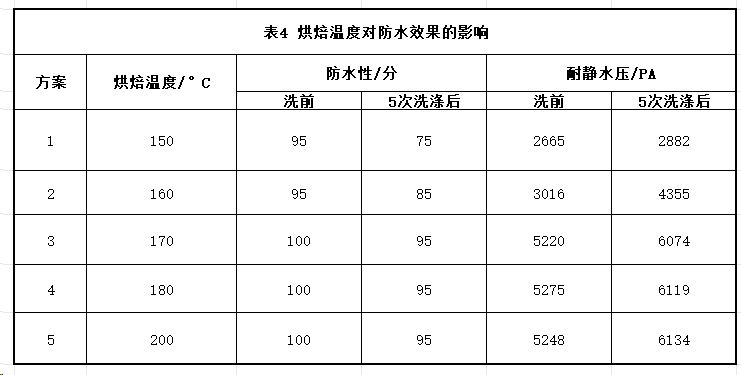
En la Tabla 4 se observa que, al aumentar la temperatura de horneado, también aumentan la resistencia a la presión estática del agua y la impermeabilidad del tejido. Esto se debe a que, durante el horneado, a mayor temperatura, mayor es la disposición de los grupos hidrófobos en la superficie de la fibra. Las altas temperaturas también favorecen la liberación de grupos isocianato por agentes reticulantes, mejorando el grado de reticulación entre el isocianato y los grupos hidrófobos y –OH, e incrementando la resistencia a la presión estática del agua. A 170 °C, un aumento continuo de la temperatura limita el incremento de la resistencia a la presión estática del agua y la impermeabilidad. Por lo tanto, se determinó que la temperatura de horneado óptima era de 170 °C. A partir de este experimento, se estudió el efecto del tiempo de horneado sobre la impermeabilidad y la resistencia a la presión estática del agua. Los resultados se muestran en la Tabla 5.
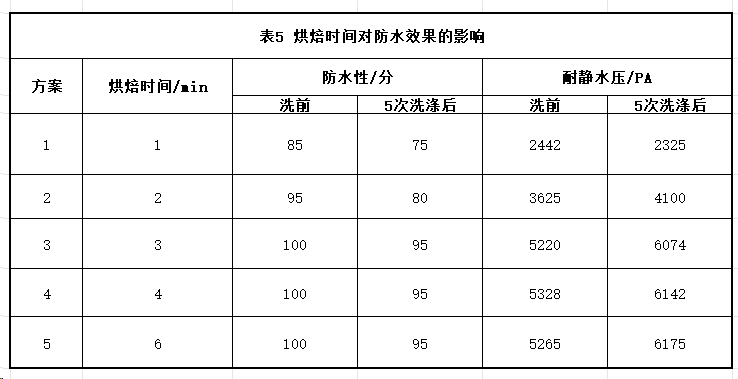
En la Tabla 5 se observa que, a medida que se prolonga el tiempo de horneado, la impermeabilidad mejora continuamente. Esto se debe a que, al prolongarse el tiempo de horneado, se completa la reticulación entre los grupos isocianato y los grupos hidrofóbicos en la superficie de la fibra. Un horneado prolongado también proporciona tiempo suficiente para la correcta disposición de los grupos hidrofóbicos en la superficie de la fibra. Con un tiempo de horneado de 3 minutos, la impermeabilidad alcanza los 100 puntos y la resistencia a la presión estática del agua llega a 5200 Pa o más. Si se prolonga aún más el tiempo, la mejora en la impermeabilidad y la resistencia a la presión estática del agua se ve limitada. Por lo tanto, se determinó que el tiempo de horneado óptimo es de 3 minutos.
7. Conclusión
(1) Se ha investigado la fórmula del fluido impermeabilizante. Tras un horneado suficiente, el tejido de algodón puro puede soportar una presión estática de agua de hasta 5200 Pa y presenta una buena resistencia al lavado. Incluso después de 30 lavados con agua en condiciones domésticas, conserva una excelente resistencia a la presión estática y a la impermeabilidad.
(2) El proceso de estiramiento → horneado es el siguiente: máquina de estiramiento, aditivo de laminado por inmersión (80 g/L de agente impermeabilizante sin flúor, temperatura de secado de 120 ℃, tiempo de secado de 60 segundos) → horneado (temperatura de 170 ℃, tiempo de 3 minutos).
Fecha de publicación: 26 de junio de 2024