

Para comprender a fondo el impacto del lavado en la impermeabilidad de los tejidos impermeables y proporcionar a la industria datos de referencia sobre los cambios en dicha impermeabilidad tras el lavado, se propone a los consumidores comparar y proteger la impermeabilidad de los tejidos. Se comparan los cambios en la impermeabilidad antes y después del lavado, y se utilizan programas de 4 horas (4N y 4H) del mismo tejido. Los datos y los principios básicos se emplean para explorar las causas que afectan a la impermeabilidad de los tejidos. Se espera obtener un nuevo tipo de material lavable, ecológico e inteligente.
Sección de prueba
Este artículo se prueba según la norma GB/T 4745 “Método de inmersión para la detección y evaluación del rendimiento de impermeabilidad de los textiles” para demostrar el nivel de impermeabilidad del tejido.
La muestra se lava según la norma GB/T 8629-2017 “Procedimientos de lavado y secado para la familia de ensayos textiles”.
Para analizar mejor los efectos de los métodos de lavado y el número de lavados en el rendimiento impermeable de los textiles, se seleccionó el programa 4n del estándar del producto para compararlo con un programa más suave de 4h (imitación de lavado a mano), y el prelavado de la muestra de prueba se realizó antes y después del programa 4n. Después del lavado, se evaluó el efecto impermeable.
Resultados y debates
1. Diferentes métodos de lavado El impacto del efecto impermeable de la tela selecciona aleatoriamente 8 telas impermeables. Cada tela se divide en 3 muestras.
El primer grupo de muestras no se lava y se prueba directamente su nivel de impermeabilidad;
El segundo grupo de muestras se lavó 3 veces de acuerdo con el programa 4n, y se suspendió después de cada lavado;
El tercer grupo de muestras se lavó 3 veces en procedimientos de 4 horas.
Los resultados antes y después de lavar 3 veces se muestran en la Tabla 1:
| El efecto de diferentes métodos de lavado sobre la presión del agua en reposo del tejido. | |||
| Grupo | Antes de lavar | Programa 4N (3 lavados) | Programa 4H, lavado 3 |
| 1 | 4 | 2 | 3 |
| 2 | 4.5 | 3 | 4 |
| 3 | 4 | 0 | 2 |
| 4 | 3 | 2 | 2 |
| 5 | 3.5 | 2 | 3 |
| 6 | 5 | 4 | 4.5 |
| 7 | 5 | 3 | 4 |
| 8 | 5 | 2 | 4 |
Como se puede observar en la Tabla 1, el efecto impermeable (nivel de impermeabilidad) de los diferentes tejidos impermeables es considerable. Sin embargo, se aprecia que las 8 muestras de prueba presentan el mayor nivel de impermeabilidad antes del lavado y el mejor rendimiento. Los niveles de impermeabilidad medidos en todas las muestras disminuyeron significativamente, y el programa de 4 horas se lavó 3 veces después de 3 lavados. Si bien el grado de rendimiento impermeable de cada tejido disminuye de forma diferente, se puede concluir que el rendimiento impermeable es: antes del lavado > 4 horas después del lavado > 4 días después del lavado.
2. Efectos de diferentes tiempos de lavado sobre el efecto de impermeabilidad del tejido.
Seleccione aleatoriamente 5 telas impermeables para probar el impacto del rendimiento de impermeabilidad de la tela al lavarla. Cada tela impermeable se divide en 4 grupos de muestras.
El primer grupo de muestras no se lava; los tres conjuntos restantes de muestras se lavan 1, 2 y 3 veces según el programa 4N, y la suspensión se seca. Véase la Tabla 2:
| Grupo | Antes de lavar | 1 lavado | 2 lavados | 3 lavados |
| 1 | 5 | 3 | 3 | 2 |
| 2 | 4.5 | 4.5 | 4 | 3 |
| 3 | 3.5 | 2 | 2 | 2 |
| 4 | 5 | 3 | 3 | 2 |
| 5 | 4 | 2 | 0 | 0 |
Como se puede observar en la Tabla 2, los cinco tejidos impermeables seleccionados al azar presentan una alta impermeabilidad, mientras que el nivel de impermeabilidad después del lavado es significativamente menor que antes. El rendimiento de impermeabilidad del tejido disminuye con el número de ciclos de lavado 4N. Además, la tabla muestra claramente que el rendimiento de impermeabilidad del tejido tras el primer ciclo de lavado 4N es el que tiene mayor impacto.
3. El efecto del rendimiento impermeable del tejido en el proceso de lavado.
En todo el programa de lavado, el método de mezcla y los parámetros de tiempo de lavado son los que más influyen en el rendimiento del tejido, lo cual explica la diferencia en la impermeabilidad. La Figura 1 muestra los parámetros 4N y 4H.
| Figura 1: Diagrama comparativo de parámetros del programa de lavado de la lavadora tipo A | ||||||||||||||||
| número de serie | Mezclando | lavado | Deriva 1 | Drift 2 | Deriva 3 | Deriva 4 | ||||||||||
| temperatura/°C | Nivel de agua/mm | tiempo/min | enfriamiento/mm | Nivel de agua/mm | tiempo/min | Nivel de agua/mm | tiempo/min | Tiempo de deshidratación/min | Nivel de agua/mm | tiempo/min | Tiempo de deshidratación/min | Nivel de agua/mm | tiempo/min | Tiempo de deshidratación/min | ||
| 4N | normal | 40±3 | 100 | 15 | - | 130 | 3 | 130 | 3 | - | 130 | 2 | - | 130 | 2 | 5 |
| 4H | suave | 40±3 | 130 | 1 | - | 130 | 2 | 130 | 2 | 2 | - | - | - | - | - | - |
Como se puede observar en la Figura 1, el programa 4N es un método de mezcla normal, más intenso que el método suave de 4h. El desgarro y el estiramiento del tejido son más pronunciados, y el tiempo de lavado del programa 4N es mucho mayor que el del programa 4H. Además, durante la fase de deriva, cuatro ciclos del programa 4N dañan la estructura molecular impermeable (como se muestra a continuación), lo que provoca que la estructura molecular impermeable de la superficie de la fibra se alinee de forma irregular, afectando así el rendimiento impermeable de la muestra.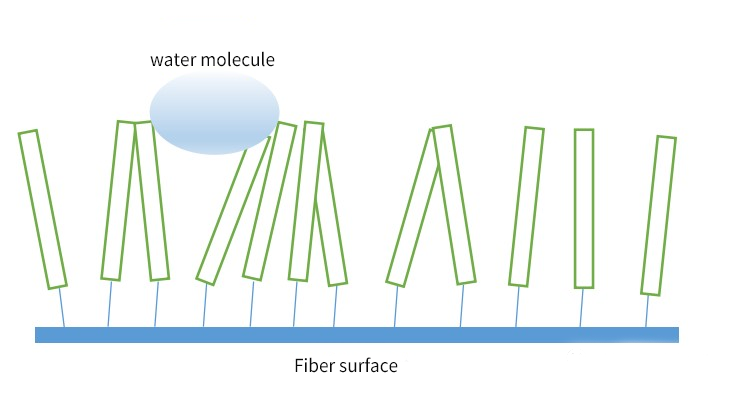
Durante el lavado, la tela se frota y se retuerce. Estas fuerzas externas dañan irreversiblemente la membrana de reticulación impermeable, disminuyendo su resistencia al agua. Además del daño causado por las fuerzas externas, la cera o el aceite que quedan en la superficie tras el lavado y el tratamiento se eliminan, lo que aumenta la susceptibilidad de las fibras a las gotas de agua. Esta es también la razón de la repentina disminución de la impermeabilidad en las telas funcionales antes y después del lavado.
LeMan Suzhou Polymer Technology Co., Ltd. se dedica principalmente a la producción de impermeabilizantes de fluoruro, carbón ocho, carbón seis y solventes, utilizados principalmente en la industria textil, del cuero, de materiales filtrantes, de plásticos para moldeo de papel y otros sectores. Con un equipo de I+D experimentado y una amplia trayectoria en aplicaciones, podemos ofrecerle soluciones de integración funcional personalizadas según las características de los tejidos y sus necesidades de desarrollo. Para consultas sobre el desarrollo funcional de diversos tipos de textiles e intercambio técnico, contáctenos por correo electrónico.info@lemanpolymer.cn
Fecha de publicación: 18 de febrero de 2024