

В последние годы, с ростом популярности активного отдыха, среди потребителей значительно возрос спрос на текстильные материалы с водонепроницаемыми и брызгозащитными свойствами. В настоящее время основным процессом является достижение водонепроницаемости и брызгозащиты с помощью покрытия или пленочной отделки, но есть такие недостатки, как сложный процесс и длительный технологический процесс. Обработка безфтористой водонепроницаемой отделкой на тканях высокой плотности может обеспечить высокую устойчивость к статическому давлению воды с помощью короткого процесса, простого процесса и преимущества низкой стоимости; хотя характеристики устойчивости к статическому давлению воды не так хороши, как у методов покрытия или ламинирования, после оптимизации процесса устойчивость к статическому давлению воды может все еще достигать 5200 Па и выше, и он обладает определенной степенью воздухопроницаемости, подходящей для специальных функциональных тканей, таких как хирургические халаты, штурмовые костюмы, альпинистская одежда и ткани для палаток.
В данном исследовании в качестве водоотталкивающего агента без фтора была выбрана компания Suzhou Leman Polymer Technology Co., Ltd., а для гидроизоляции тканей из чистого хлопка высокой плотности был использован метод высокотемпературной сушки. Было изучено влияние таких факторов, как характеристики ткани, температура и время сушки, на статическую водостойкость тканей из чистого хлопка, и в конечном итоге было разработано комплексное решение, подходящее для крупномасштабного производства!
1. Тестовые материалы
Ткань: Чистая хлопчатобумажная ткань (29,2 текс x 29,2 текс, 472 x 315, полотняное переплетение, удельная масса 220 г/м2);
Реагент: водоотталкивающее средство без фтора
Приборы: сушилка непрерывного действия, хлебопекарная машина с горячим воздухом (немецкая Menfuji), электрическая сушильная печь DHG-9140A, стиральная машина SDLATLAS Vortex M6, тестер влажности ткани YB813, цифровой измеритель воздухопроницаемости со статическим давлением воды YG461E.
2. Поток процесса
Холодная прокатка → отжиг → мерсеризация → крашение → гидроизоляция → спекание.
3. Введение в методы тестирования результатов
Водонепроницаемость: измеряется в соответствии со стандартом AATCC 22-2010 «Водоотталкивающие свойства: испытание распылением». Вырежьте 3 образца (17,78 x 17,78 см) и поместите их в условия стандартного атмосферного давления на 4 часа. Влейте 250 мл дистиллированной воды при температуре (27 ± 1) °C в воронку тестера и распылите на лицевую сторону образцов. Сравните смачивание или пятна на лицевой стороне с изображением для оценки и запишите результаты оценки каждого образца.
Стирка: Стирка в домашних условиях проводится в соответствии с GB/T 8629-2017 «Процедуры стирки и сушки в домашних условиях для испытания текстильных изделий». Раствор готовится с использованием стандартного моющего средства 1 г/л (AATCC 1993) в соотношении 1:30. После стирки при температуре 40 ℃ в течение 8 минут раствор дегидратируется, что позволяет выполнить одну стирку. После завершения программы стирки высушите изделие в сушильном шкафу при температуре 100 ℃.
Процесс промышленной стирки выглядит следующим образом: предварительная стирка (50 л чистой воды, стирка 3 минуты, температура воды 50 ℃) → основная стирка (80 л чистой воды, стирка 15 минут, температура воды 60 ℃, 300 г кислородного отбеливателя, 400 г стирального порошка) → ополаскивание (50 л чистой воды, стирка 5 минут) → нейтрализующая стирка (50 л чистой воды, 200 г нейтрализующей кислоты) → стирка чистой водой (50 л чистой воды, стирка 5 минут).
Гидростатическое сопротивление давлению: измеряется в соответствии с AATCC 127-2018 «Испытание гидростатическим давлением». Вырежьте три образца размером 200 x 200 мм без сгибов и загрязнений и поместите их в условия нормального атмосферного давления на 4 часа. Поддерживайте температуру воды, контактирующей с образцом, на уровне (21 ± 2) °C, высушите зажимную поверхность и расположите испытываемую поверхность лицом к поверхности воды. После зажимания запустите двигатель. Когда в трех точках образца будет обнаружена инфильтрация, запишите статическое давление воды в этот момент, повторите три раза и вычислите среднее значение для определения статического сопротивления давления воды образца.
4. Влияние процесса гидроизоляции на гидроизоляционный эффект
Экспериментальное исследование влияния одноэтапного метода растяжения и обжига и двухэтапного метода растяжения и обжига на водонепроницаемый эффект. При одноэтапном методе используется машина для растяжения и формования. После прокатки ткань поступает в сушильное отделение машины для формования, где процессы сушки и обжига проводятся одновременно для высокой эффективности производства, подходящей для большинства водонепроницаемых отделок. При двухэтапном методе растяжения и обжига используется машина для растяжения и формования для сушки рулонного материала с последующей обжигом. Этот процесс отличается высокой стабильностью. Одноэтапный процесс растяжения и обжига: пропитка машины и прокатка, 80 г/л водонепроницаемого средства без фтора, температура 170 ℃, время 3,5 минуты. Двухэтапный процесс растяжения и обжига: растяжная машина, погружная прокатка, добавка (80 г/л безфторсодержащего гидрофобизатора, температура сушки 120 ℃, время сушки 60 секунд) → обжиг (температура 170 ℃, время 3 минуты). Результаты гидроизоляционной обработки хлопчатобумажной ткани с использованием различных методов представлены в таблице 1.
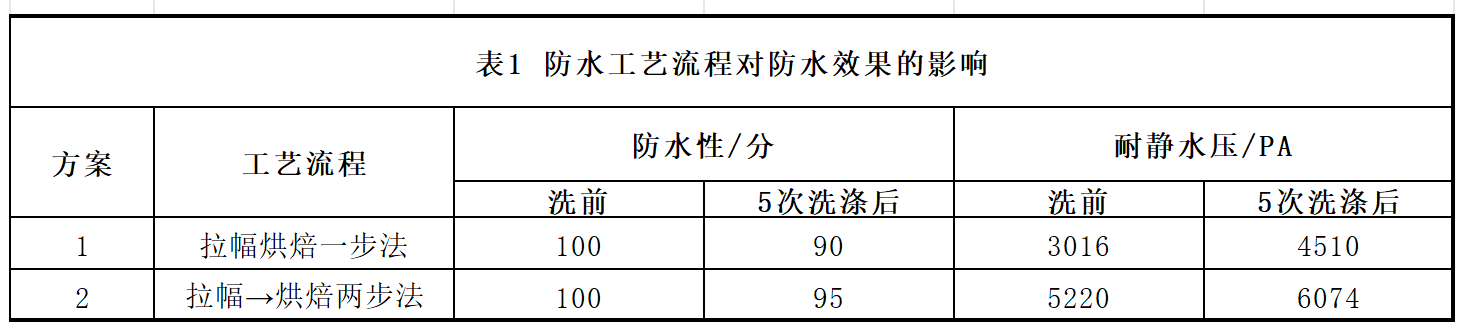
Из Таблицы 1 видно, что водонепроницаемость одноэтапного метода растяжения и обжига существенно не отличается от двухэтапного метода растяжения и обжига, но показатели сопротивления статическому давлению воды значительно ниже, чем у двухэтапного метода растяжения и обжига. Это связано с тем, что при одноэтапном методе прямого высокотемпературного обжига, даже при снижении скорости транспортного средства и увеличении времени проникновения рабочей жидкости, рабочая жидкость все равно не может полностью проникнуть в ткань, а водонепроницаемый агент без фтора сшивается на поверхности ткани, влияя на статическую водостойкость ткани. Поэтому решено использовать двухэтапный метод растяжения и обжига для обработки ткани из чистого хлопка с высокой устойчивостью к статическому давлению воды.
5. Влияние различных характеристик организации ткани на водонепроницаемость
Учитывая, что ткани с высокой устойчивостью к статическому давлению воды обычно используются для наружной носки и функциональных целей, масса на единицу площади ткани ограничена (200 ± 20) г/м2. Технические характеристики выбраны как чистый хлопок 29,2 текс x чистый хлопок 29,2 текс, 472 x 315, а организация дизайна - гладкая, саржевая 2/1, утковая масса плоская и квадратная. Применяя двухступенчатый процесс обработки растягивания и обжига, водонепроницаемая рабочая жидкость представляет собой 80 г/л водонепроницаемого агента без фтора, с двумя погружениями и двумя прокатками, и остаточным прокатыванием 65%; сушка при 120 ℃, а затем обжиг при 170 ℃ в течение 3 минут. Влияние различных структур ткани на водонепроницаемые характеристики показано в таблице 2.
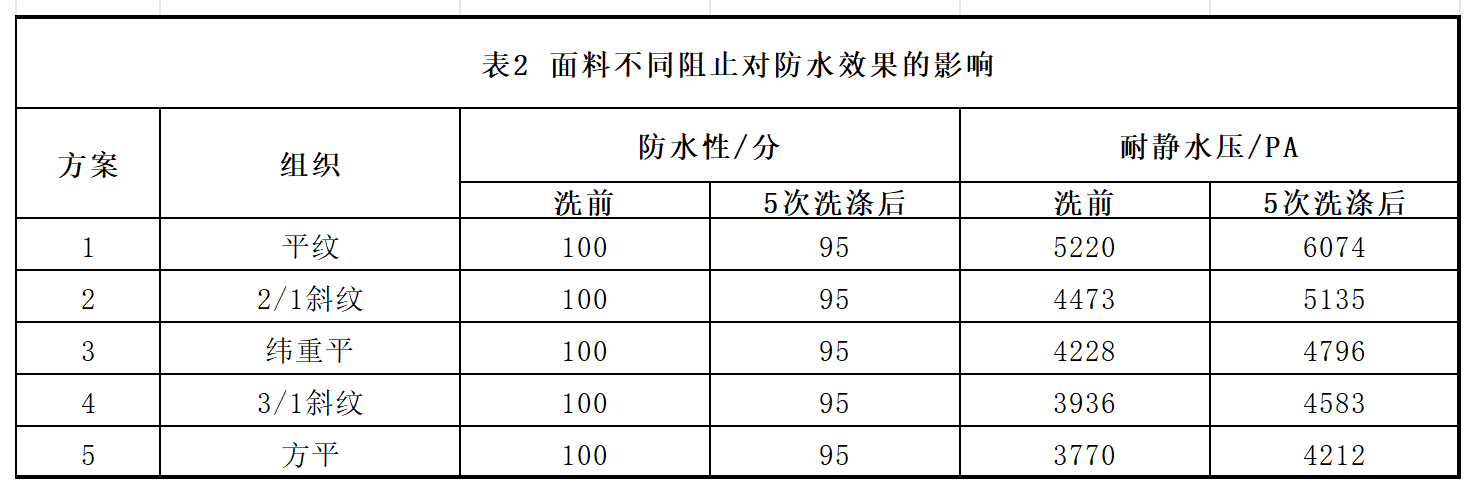
Из Таблицы 2 видно, что при неизменном количестве нитей ткани и плотности основы/утка только изменение структуры переплетения приводит к значительным изменениям водонепроницаемости ткани и сопротивления статическому давлению воды. Переплетение по убыванию эксплуатационных качеств: полотняное переплетение, саржа 2/1, плоская уточная плотность, саржа 3/1 и квадратное переплетение. Ткань с полотняным переплетением может достигать статического водонепроницаемого сопротивления 5200 Па, в то время как другие ткани не достигают 5200 Па. Это указывает на то, что влияние структуры ткани на статическое водонепроницаемое сопротивление весьма очевидно. Ткань с полотняным переплетением обладает наилучшей статической водонепроницаемостью, поскольку имеет наибольшее количество точек переплетения и меньшее количество пор. Для дальнейшего изучения взаимосвязи между структурными характеристиками и устойчивостью ткани к статическому давлению воды, плотность основы и утка была изменена, в то время как количество нитей и структура переплетения остались неизменными. Водонепроницаемость и статическое водонепроницаемость ткани были испытаны отдельно, и результаты представлены в Таблице 3.
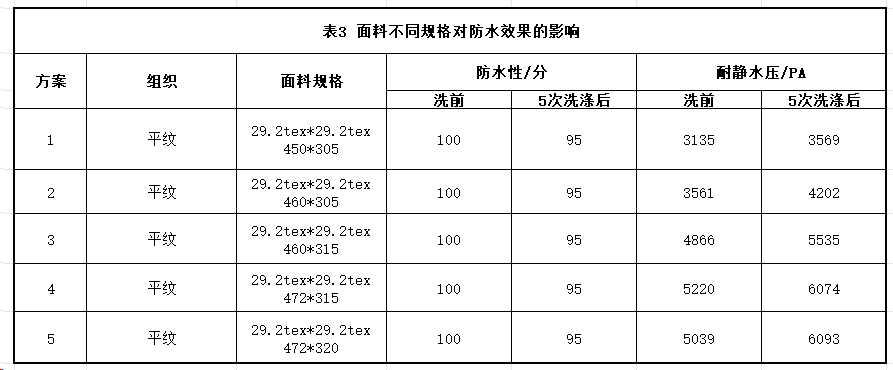
Из Таблицы 3 видно, что для структуры полотняного переплетения 29,2 текс x 29,2 текс с увеличением плотности ткани соответственно увеличивается и сопротивление статическому давлению воды. При плотности 472 x 315 сопротивление статическому давлению воды превышает 520 Па. Исходя из этого, увеличение плотности ткани приводит к линейному увеличению сложности ткачества, в то время как улучшение сопротивления статическому давлению воды незначительно. После всестороннего рассмотрения в качестве стандартных характеристик для этой ткани с высокой гидростатической стойкостью были окончательно выбраны ткани полотняного переплетения из чистого хлопка 29,2 текс x чистого хлопка 29,2 текс и 472 x 315.
6. Влияние температуры и времени обжига на гидроизоляционный эффект.
Время и температура выпекания оказывают существенное влияние на водонепроницаемость. Использован двухэтапный метод обработки: растяжение → выпекание, погружение в растягивающую машину и прокатка, безфтористый гидрофобизатор в концентрации 80 г/л, температура сушки 120 °C, время сушки 60 секунд. Изучено влияние температуры и времени выпекания на водонепроницаемость и стойкость к статическому давлению воды. Результаты представлены в таблице 4.
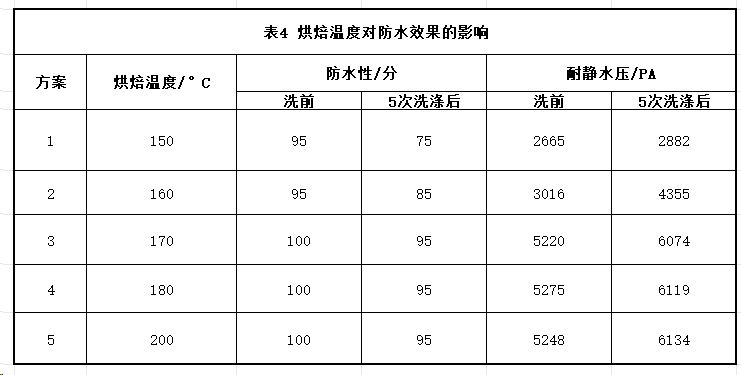
Из Таблицы 4 видно, что с повышением температуры выпекания увеличиваются также статическая водостойкость и водонепроницаемость ткани. Поскольку во время выпекания, чем выше температура, тем более регулярно располагаются гидрофобные группы на поверхности волокон; Высокие температурные условия также способствуют высвобождению изоцианатных групп сшивающими агентами, улучшая степень сшивания между изоцианатными и гидрофобными группами и -ОН, и повышая устойчивость к статическому давлению воды. При температуре выпекания 170 ℃ дальнейшее повышение температуры приведет к ограниченному увеличению статической водостойкости и водонепроницаемости. Поэтому температура выпекания была определена как 170 ℃. На основании вышеприведенного эксперимента температура выпекания была определена как 170 ℃, и было изучено влияние времени выпекания на водонепроницаемость и статическую водостойкость. Результаты представлены в Таблице 5.
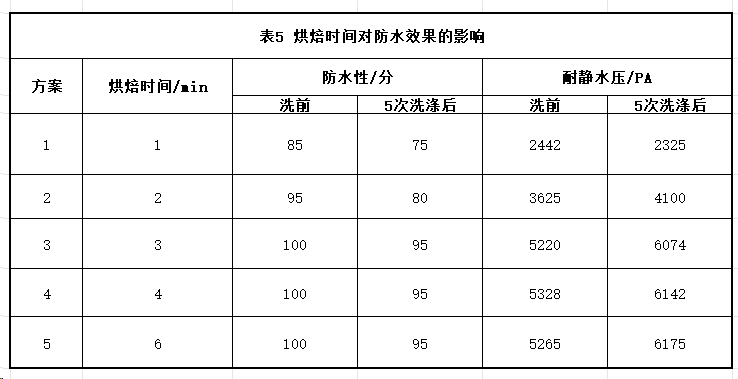
Из таблицы 5 видно, что с увеличением времени выдержки водонепроницаемость непрерывно улучшается. Это связано с тем, что с увеличением времени выдержки происходит более полное сшивание изоцианатных и гидрофобных групп на поверхности волокна. Длительная выдержка также обеспечивает достаточное время для упорядоченного расположения гидрофобных групп на поверхности волокна. При выдержке в течение 3 минут водонепроницаемость достигает 100 баллов, а водостойкость – 5200 Па и выше. При дальнейшем увеличении времени выдержки улучшение водонепроницаемости и водостойкости ограничивается. Поэтому время выдержки было определено равным 3 минутам.
7. Заключение
(1) Были проведены исследования по разработке формулы водонепроницаемой рабочей жидкости. После достаточной сушки ткань из чистого хлопка выдерживает статическое давление воды до 5200 Па и обладает хорошей устойчивостью к стирке. Даже после 30 стирок в домашних условиях она сохраняет отличную устойчивость к статическому давлению воды и водонепроницаемость.
(2) Процесс растяжения → выпекания происходит следующим образом: растяжная машина, прокатка методом погружения (80 г/л водоотталкивающего средства без фтора, температура сушки 120 ℃, время сушки 60 секунд) → выпекание (температура 170 ℃, время 3 минуты).
Время публикации: 26 июня 2024 г.