

В последние годы, с ростом популярности активного отдыха на природе, значительно возрос спрос на текстильные изделия с водонепроницаемыми и влагоотводящими свойствами. В настоящее время основным методом достижения водонепроницаемости и влагоотвода является нанесение покрытий или пленок, однако существуют недостатки, такие как сложность и длительность технологического процесса. Обработка тканей высокой плотности водонепроницаемым покрытием без фтора позволяет достичь высокой устойчивости к статическому давлению воды, при этом процесс короткий, простой и недорогой. Хотя устойчивость к статическому давлению воды не так высока, как при нанесении покрытий или ламинировании, после оптимизации процесса устойчивость к статическому давлению воды может достигать 5200 Па и выше, а также обеспечивается определенная воздухопроницаемость, что делает такие ткани подходящими для специальных функциональных изделий, таких как хирургические халаты, защитные костюмы, альпинистская одежда и ткани для палаток.
В данном исследовании в качестве бесфтористого водоотталкивающего агента была выбрана компания Suzhou Leman Polymer Technology Co., Ltd., а для обработки высокоплотных хлопчатобумажных тканей водоотталкивающим составом использовался метод высокотемпературной сушки. Было изучено влияние таких факторов, как характеристики ткани, температура и время сушки, на устойчивость хлопчатобумажных тканей к статическому давлению воды, и в итоге было разработано комплексное решение, пригодное для крупномасштабного производства!
1. Испытательные материалы
Ткань: Чистый хлопчатобумажный материал (29,2 текс x 29,2 текс, 472 x 315, полотняное переплетение, удельная плотность 220 г/м2);
Реагент: Водоотталкивающее средство без фтора
Приборы: сушилка непрерывного формования, машина для сушки горячим воздухом (немецкая Menfuji), электрическая сушильная печь DHG-9140A, стиральная машина SDLATLAS Vortex M6, тестер влажности ткани YB813, цифровой измеритель воздухопроницаемости при статическом давлении воды YG461E.
2. Технологический процесс
Холодная прокатка → отжиг → мерсеризация → окрашивание → гидроизоляция → обжиг.
3. Введение в методы проверки результатов.
Водонепроницаемость: измеряется в соответствии с AATCC 22-2010 «Водоотталкивающие свойства: испытание распылением». Вырежьте 3 образца (17,78 см x 17,78 см) и поместите их при стандартном атмосферном давлении на 4 часа. В воронку тестера влейте 250 мл дистиллированной воды при температуре (27 ± 1) ℃ и распылите ее на лицевую сторону образцов. Сравните пятна или следы смачивания на лицевой стороне с изображением, используемым для оценки, и запишите результаты оценки каждого образца.
Способность к стирке: Домашняя стирка проводится в соответствии с GB/T 8629-2017 «Процедуры бытовой стирки и сушки для испытания текстильных изделий». Готовится раствор с использованием 1 г/л стандартного моющего средства (AATCC 1993) в соотношении 1:30. После стирки при 40 ℃ в течение 8 минут раствор обезвоживается, что соответствует одной стирке. После завершения программы стирки изделие высушивается в сушильном шкафу при температуре 100 ℃.
Процесс промышленной стирки выглядит следующим образом: предварительная стирка (50 л чистой воды, стирка 3 минуты, температура воды 50 ℃) → основная стирка (80 л чистой воды, стирка 15 минут, температура воды 60 ℃, 300 г кислородного отбеливателя, 400 г стирального порошка) → полоскание (50 л чистой воды, стирка 5 минут) → нейтрализующая стирка (50 л чистой воды, 200 г нейтрализующей кислоты) → стирка чистой водой (50 л чистой воды, стирка 5 минут).
Гидростатическое сопротивление: измеряется в соответствии с AATCC 127-2018 «Испытание гидростатическим давлением». Три несложенных и загрязненных образца размером 200 мм x 200 мм помещают при стандартном атмосферном давлении на 4 часа. Температуру воды, контактирующей с образцом, поддерживают на уровне (21 ± 2) ℃, поверхность зажима высушивают, и испытательную поверхность располагают к поверхности воды. После зажима запускают двигатель. Когда происходит проникновение воды в трех точках образца, записывают статическое давление воды в этот момент, повторяют три раза и берут среднее значение для определения статического сопротивления образца давлению воды.
4. Влияние процесса гидроизоляции на эффективность гидроизоляции.
Экспериментальное исследование влияния одноэтапного и двухэтапного методов растягивания и сушки на водоотталкивающий эффект. В одноэтапном методе используется растягивающе-формовочная машина. После скручивания ткань поступает в сушильную камеру формовочной машины, где процессы сушки и сушки осуществляются одновременно, что обеспечивает высокую производительность и подходит для большинства видов водоотталкивающей обработки. В двухэтапном методе растягивания и сушки используется растягивающе-формовочная машина для сушки скрученного материала, после чего следует сушка. Этот процесс обладает высокой стабильностью. Одноэтапный процесс растягивания и сушки: пропитка растягивающей машины и нанесение на нее водоотталкивающего агента, 80 г/л бесфтористого водоотталкивающего агента, температура 170 ℃, время 3,5 минуты. Двухэтапный процесс растяжения и запекания: растяжение на машине, погружение в прокатку с добавлением (80 г/л водоотталкивающего агента без фтора, температура сушки 120 ℃, время сушки 60 секунд) → запекание (температура 170 ℃, время 3 минуты). Результаты обработки чистой хлопчатобумажной ткани водоотталкивающими средствами с использованием различных методов представлены в таблице 1.
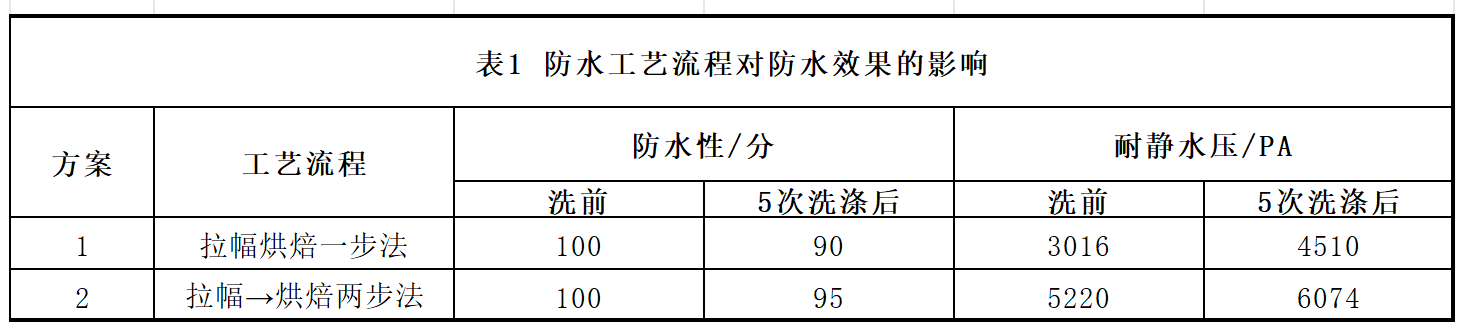
Из таблицы 1 видно, что водонепроницаемость одноэтапного метода растяжения и запекания существенно не отличается от водонепроницаемости двухэтапного метода растяжения и запекания, однако сопротивление статическому давлению воды значительно ниже, чем при двухэтапном методе растяжения и запекания. Это объясняется тем, что при одноэтапном методе прямого высокотемпературного запекания, даже при снижении скорости движения и увеличении времени проникновения рабочей жидкости, она все равно не может полностью проникнуть в ткань, а фторсодержащий водоотталкивающий агент образует поперечные связи на поверхности ткани, влияя на сопротивление ткани статическому давлению воды. Поэтому было решено использовать двухэтапный метод растяжения и запекания для обработки чистого хлопчатобумажного полотна с высокой устойчивостью к статическому давлению воды.
5. Влияние различных спецификаций организации ткани на водоотталкивающий эффект.
Учитывая, что ткани с высокой устойчивостью к статическому давлению воды обычно используются для наружного применения и в функциональных целях, масса на единицу площади ткани ограничена (200 ± 20) г/м2. Выбраны следующие характеристики: чистый хлопок 29,2 текс x чистый хлопок 29,2 текс, 472 x 315, структура ткани: простое полотно, саржевое переплетение 2/1, уточная нить плоская, квадратная. Применяется двухэтапный процесс обработки: растяжение и запекание. В качестве водоотталкивающей жидкости используется 80 г/л бесфтористого водоотталкивающего агента, с двумя погружениями и двумя прокатками, при этом остаточный вес при прокатке составляет 65%; сушка при 120 ℃, а затем запекание при 170 ℃ в течение 3 минут. Влияние различных структур ткани на водоотталкивающие свойства показано в таблице 2.
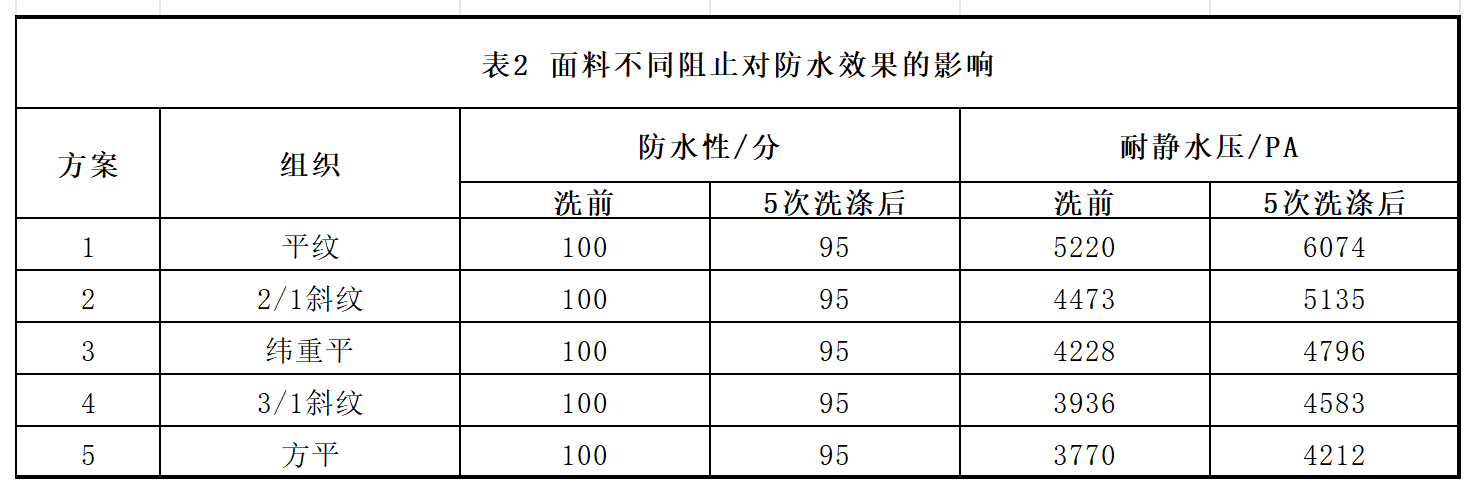
Из таблицы 2 видно, что при неизменном количестве нитей и плотности основы/утка, только изменение структуры ткани приводит к существенным изменениям водонепроницаемости и устойчивости к статическому давлению воды. В порядке убывания эффективности: полотняное переплетение, саржа 2/1, плоское уток, саржа 3/1 и квадратное переплетение. Ткань полотняного переплетения достигает сопротивления статическому давлению воды 5200 Па, в то время как другие ткани не достигают этого значения. Это указывает на очень существенное влияние структуры ткани на сопротивление статическому давлению воды. Ткань полотняного переплетения обладает наилучшим сопротивлением статическому давлению воды, поскольку имеет наибольшее количество точек переплетения и меньшее количество пор. Для дальнейшего исследования взаимосвязи между структурой ткани и сопротивлением ткани статическому давлению воды, плотность основы и утка были изменены, при этом количество нитей и структура ткани остались неизменными. Водонепроницаемость и сопротивление статическому давлению воды ткани были протестированы отдельно, результаты представлены в таблице 3.
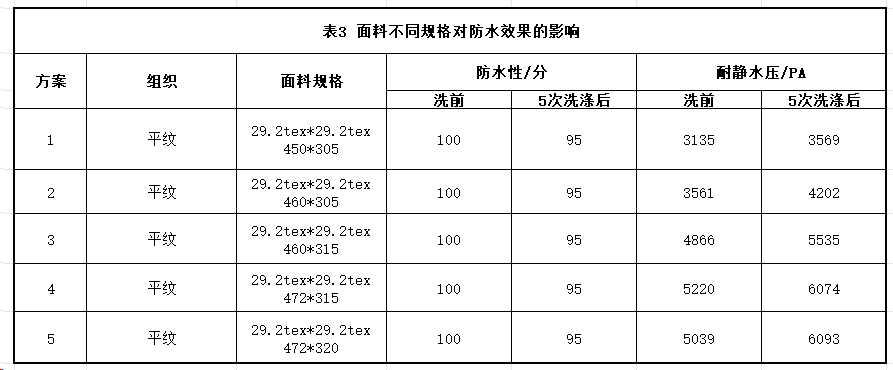
Из таблицы 3 видно, что для ткани простого переплетения 29,2 текс x 29,2 текс с увеличением плотности ткани сопротивление статического давления воды также соответственно возрастает. Когда плотность достигает 472 x 315, сопротивление статического давления воды превышает 520 Па. На этом основании увеличение плотности ткани приводит к линейному увеличению сложности ткачества, в то время как улучшение сопротивления статическому давлению воды незначительно. После всестороннего рассмотрения в качестве стандартных характеристик для этой ткани с высоким сопротивлением гидростатическому давлению были выбраны ткани простого переплетения из чистого хлопка 29,2 текс x 29,2 текс и 472 x 315.
6. Влияние температуры и времени выпечки на водоотталкивающий эффект.
Время и температура обжига оказывают важное влияние на гидроизоляционный эффект. Применяется двухэтапная технология обработки: растяжение → обжиг, с использованием растягивающей машины, погружения и прокатки, 80 г/л бесфтористого гидроизоляционного агента, температуры сушки 120 ℃ и времени сушки 60 секунд. Изучено влияние температуры и времени обжига на гидроизоляционные свойства и устойчивость к статическому давлению воды, результаты представлены в таблице 4.
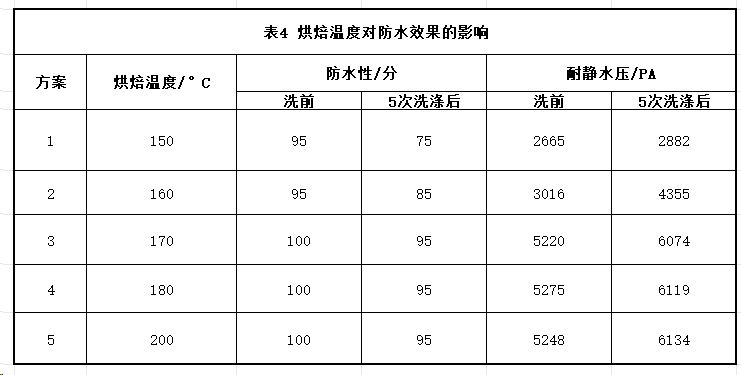
Из таблицы 4 видно, что с повышением температуры сушки увеличивается и сопротивление статическому давлению воды, а также водонепроницаемость ткани. Это объясняется тем, что при сушке, чем выше температура, тем более упорядоченно располагаются гидрофобные группы на поверхности волокна; высокие температуры также способствуют высвобождению изоцианатных групп с помощью сшивающих агентов, улучшая степень сшивания между изоцианатными и гидрофобными группами и –OH, и повышая сопротивление статическому давлению воды. При температуре сушки 170 ℃ дальнейшее повышение температуры приводит к ограниченному увеличению сопротивления статическому давлению воды и водонепроницаемости. Поэтому оптимальная температура сушки была определена как 170 ℃. На основе проведенного эксперимента была определена оптимальная температура сушки 170 ℃, и было изучено влияние времени сушки на водонепроницаемость и сопротивление статическому давлению воды. Результаты представлены в таблице 5.
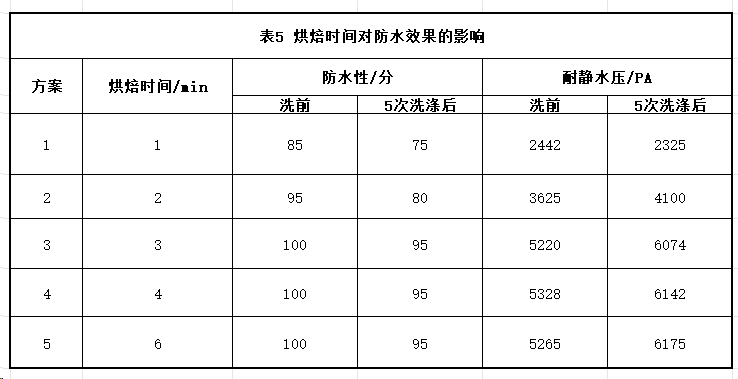
Из таблицы 5 видно, что с увеличением времени запекания водоотталкивающие свойства непрерывно улучшаются. Это объясняется тем, что с увеличением времени запекания происходит более полное сшивание между изоцианатными группами и гидрофобными группами на поверхности волокна. Длительное запекание также обеспечивает достаточное время для упорядоченного расположения гидрофобных групп на поверхности волокна. При времени запекания 3 минуты водоотталкивающие свойства достигают 100 баллов, а сопротивление статическому давлению воды — 5200 Па или выше; дальнейшее увеличение времени ограничивает улучшение водоотталкивающих свойств и сопротивления статическому давлению воды. Поэтому оптимальное время запекания было определено равным 3 минутам.
7. Заключение
(1) Были проведены исследования формулы водоотталкивающей рабочей жидкости. После достаточного прогрева чистая хлопчатобумажная ткань может выдерживать статическое давление воды до 5200 Па и обладает хорошей износостойкостью при стирке. Даже после 30 стирок в воде в условиях домашней стирки она сохраняет отличную устойчивость к статическому давлению воды и водоотталкивающие свойства.
(2) Процесс растяжения → обжига выглядит следующим образом: растяжение на машине, погружение в прокатку, добавление (80 г/л водоотталкивающего агента без фтора, температура сушки 120 ℃, время сушки 60 секунд) → обжиг (температура 170 ℃, время 3 минуты).
Дата публикации: 26 июня 2024 г.